其他登录方式


超全的常用塑料注塑技术参数表,干塑料的,人手一份!
来源:百度文库&高分子论坛发布时间:2019-12-26关注度:38435次
1.注塑压力
注塑压力是由注塑机液压系统提供的,液压缸的压力通过注塑机螺杆传递到注塑熔体上,塑料熔体在压力的推动下,由喷嘴进入模具的主流道,经过绕口注入模具型腔,压力是为了让熔体能按流程注入型腔并保证填充完整。
2. 注塑时间
合理的注塑时间对于塑料熔体的填充是由帮助的,注塑时间一般大约是冷却时间的1/10左右。具体要按不同的注塑材料来定。
3. 注塑温度
注塑温度是影响注塑压力的重要因素,注塑温度必须控制在合理的范围内,温度太低,原料塑化不良;温度太高,原料容易分解。所以温度的控制是需要有经验的老师傅来合理的控制的。
4.保压压力与时间
在注塑快要结束的时候,螺杆停止转动,只是向前推进,进入保压阶段。保压过程中喷嘴不断的想型腔补充原料熔体,以保证制品成型后的完整度。保压压力一般是填充最大压力的80%左右,根据实际原料和制品的要求来定。
5.背压
背压是指螺杆反转后退储料时所需要克服的压力。高背压有利于色料的分散和塑料的融化。
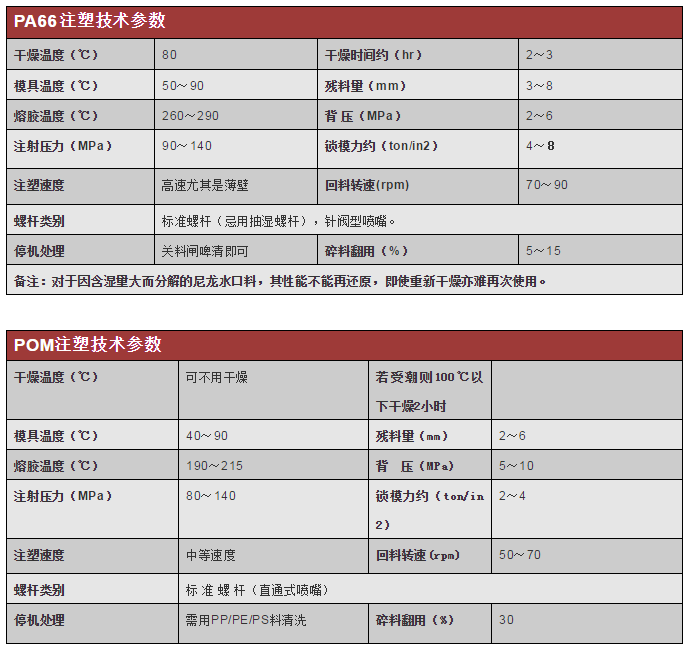
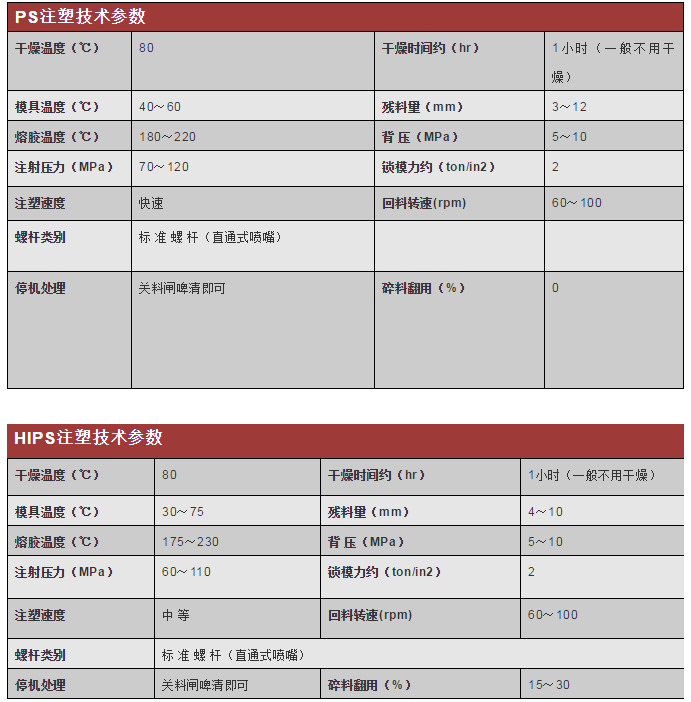
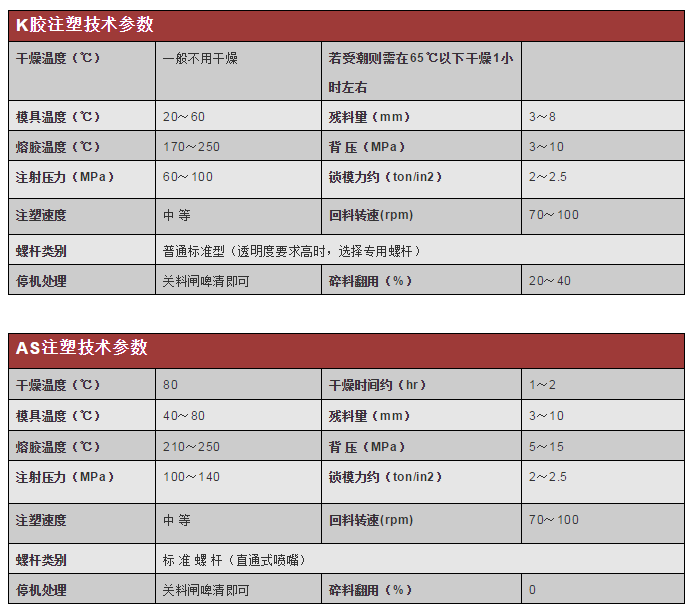
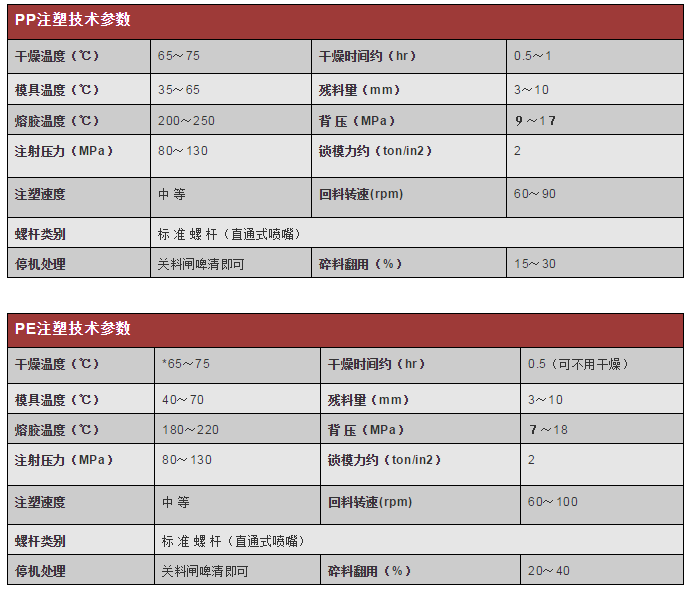
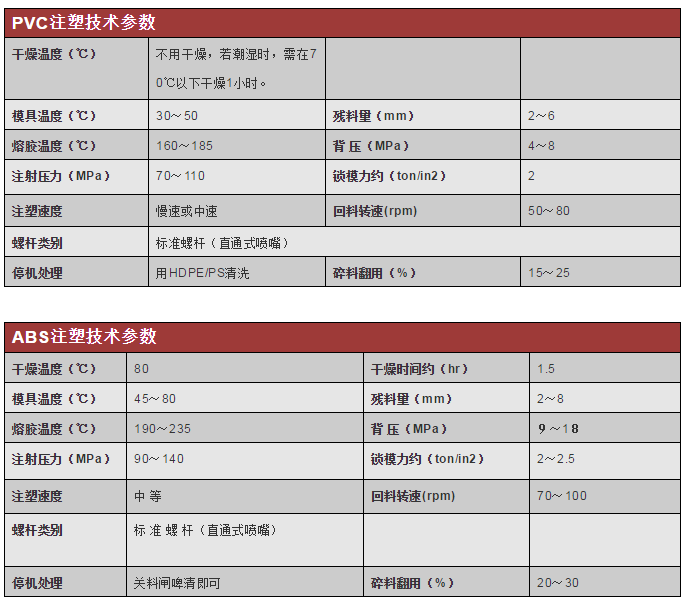
常见塑料的注塑参数
手册根据注塑成型领域从业人员的实际需求,系统讲述了注塑成型过程中所需要的相关知识。主要内容包括:常用塑料的成型性能、注塑成型的原理与技术重点、注塑机与注塑模具的结构与使用要点、注塑工艺的设置与调整技巧、常见注塑缺陷的解决方法、注塑成型CA巨技术及注塑生产管理等内容,并总结了多位生产一线工程师在注塑生产过程中积累的各种技巧和经验,以供读者参考。本手册图文并茂、技术实用、内容全面、指导性强。